
Kívánt
A házi készítésű csőhajlító összeszereléséhez a következő anyagokra és termékekre lesz szükségünk:
- vastag fémlemez;
- különböző átmérőjű alumínium nyersdarabok;
- két kerek sárgaréz nyersdarab;
- sebességváltó az indítóból (Bendix);
- fogaskerék lendkerék autóból;
- Csavarok, alátétek és anyák;
- kerek acélrúd;
- különböző méretű és formájú fémlemezek;
- négyzet alakú fémcső;
- egy doboz aeroszolos festéket.

Munkánk során használnunk kell majd: köszörűt, fúrót, esztergagépet, fúró-marógépet, köszörűt, hegesztőgépet, satut, kalapácsot, lyukasztót stb.
Csőhajlító gyártási folyamat
A régi lendkereket rendbe tettük.Darálóval levágjuk a csavarok kiálló végeit, befogjuk az eszterga tokmányba, és csiszolókoronggal megtisztítjuk a lerakódásoktól és rozsdás foltoktól.

Kerek sárgaréz nyersdarabokból a lendkerékhez két illeszkedő alkatrészt készítünk, amelyek a központosításához és rögzítéséhez szükségesek.

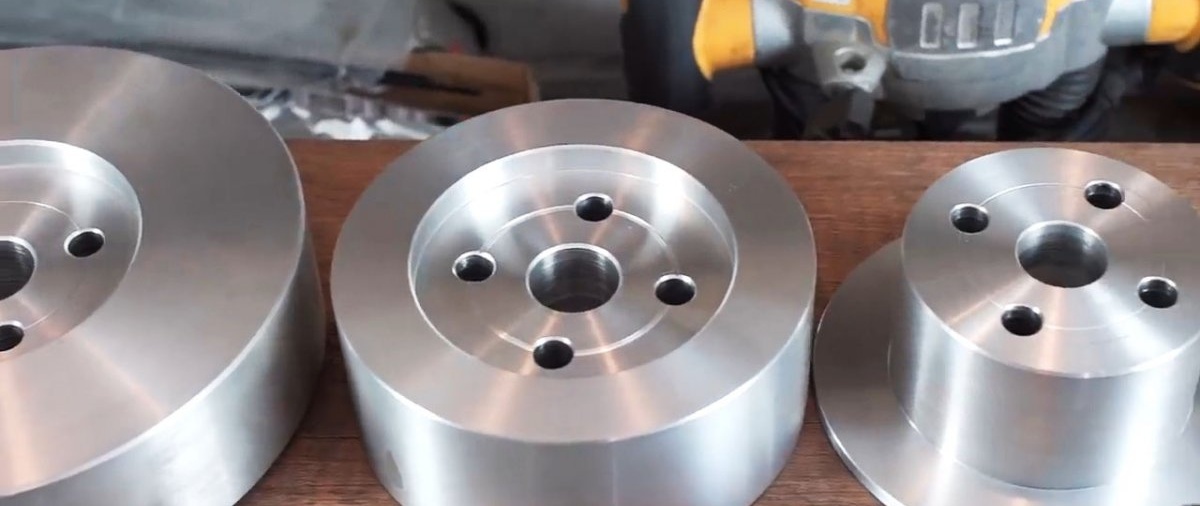
Különböző átmérőjű, cserélhető hengereket csiszolunk alumínium nyersdarabokból, hogy megkapjuk a munkadarabok szükséges hajlítási sugarát. Ugyanolyan rögzítési rendszerük van, négy csavarból és anyából, amelyek a lendkerékhez vannak hegesztve.

A használhatatlan önindítóról leszereljük a hajtómű egységet (Bendix) a tengellyel, és leszedünk mindent, kivéve a ráfutó tengelykapcsoló belső gyűrűjét.


Vastag fémlemezből alapot készítünk, a sarkokat csiszolóval levágjuk és darálón lekerekítjük.

Ráhelyezünk egy sárgaréz perselyes lendkereket és kapcsoljuk be a Bendix fogaskerékkel. Ebben a helyzetben jelölje meg a forgáspontjukat az alapon, és fúrjon lyukakat.
A lendkerék lyukába alulról egy csapot szúrunk, és az alaphoz hegesztjük. A hegesztési területet síkba csiszoljuk.

A csapra sárgaréz perselyt teszünk, lendkereket teszünk rá és anyával meghúzzuk.

Kör alakú acélrúdból karmantyút csiszolunk és alulról beszereljük a bendix tengely furatába, amiből levágjuk a spirális hajtóművet.

A tengelyt alulról a perselyhez hegesztjük, amely viszont az alaphoz van hegesztve. A fogaskereket a tengely tetejére szereljük.

Az egyik vastag fémlemezben az egyik végén lyukat fúrunk, és alulról a lemezen át egy háromszög alakú hornyot marunk, és 90 fokkal meghajlítjuk.

Acél körrúdból kicsiszoljuk a kívánt átmérőjű rudat, rögzítjük egy eszterga tokmányában és a rúd végét dörzshegesztéssel a fogaskerékhez kötjük.

A rudat a fogaskerékkel a helyére szereljük.A rúdra egy L alakú lyukas alkatrészt teszünk és az alaphoz hegesztjük. A rúd tetejére fémlemezt hegesztünk. Ezzel fogjuk forgatni a hajtóművet.
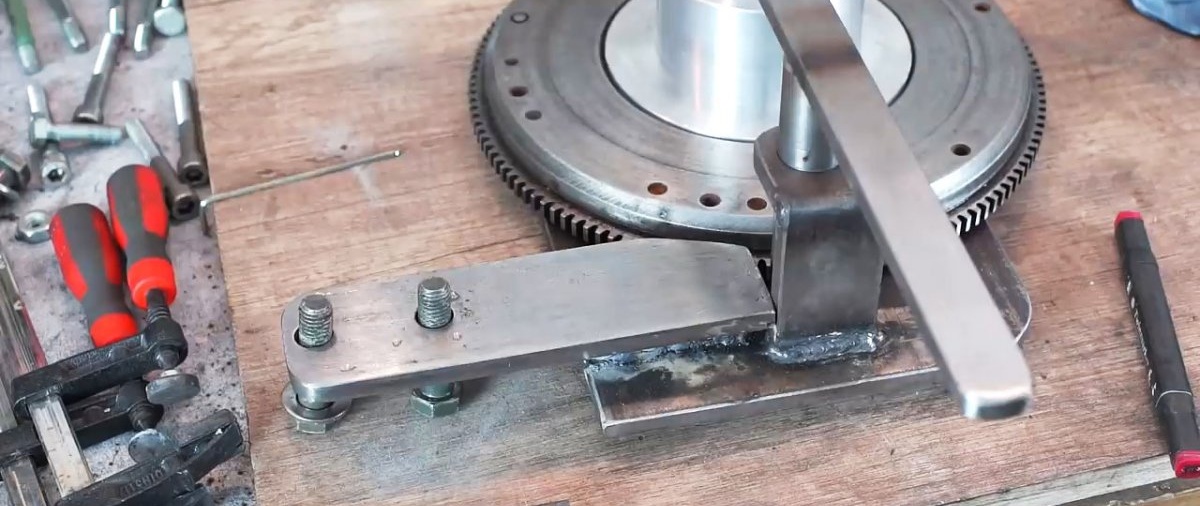
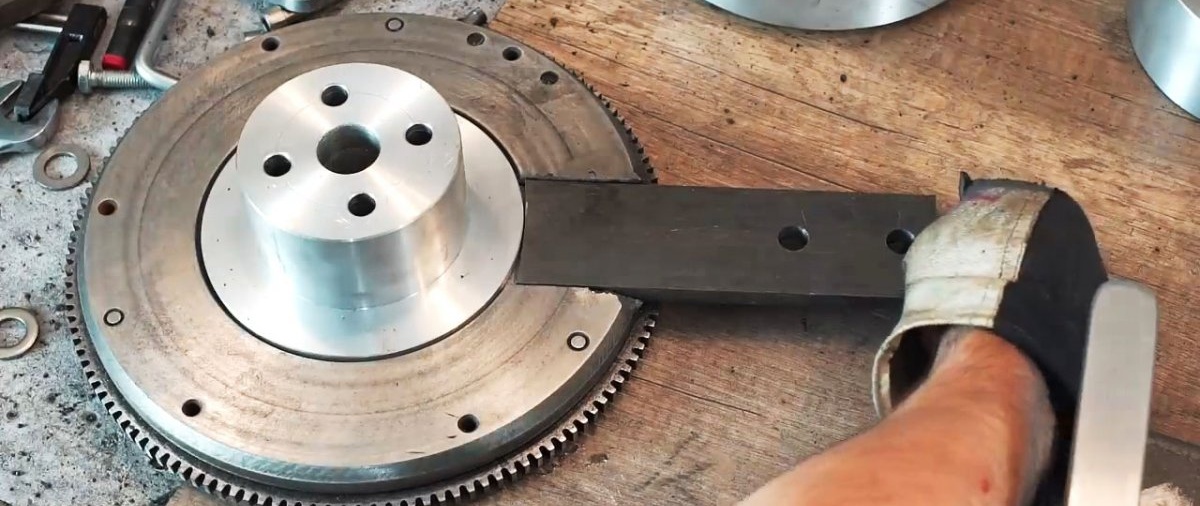
A lendkerékbe egy sugárirányú hornyot marunk, amelybe egy speciálisan előkészített, hosszirányban elhelyezett két furatú lapot helyezünk, és hegesztjük.

Két darab négyzet alakú csövet hegesztünk az alap aljára, hogy stabilitást biztosítsunk az egész készüléknek. A következő művelet a munkadarabok ütközőinek gyártása és azok megfelelő helyére történő felszerelése.

A csőhajlítót szétszedjük, az alkatrészeket, alkatrészeket zsírtalanítjuk, a nem festhető felületeket letakarjuk ragasztópapírral, aeroszolos flakonból festjük.
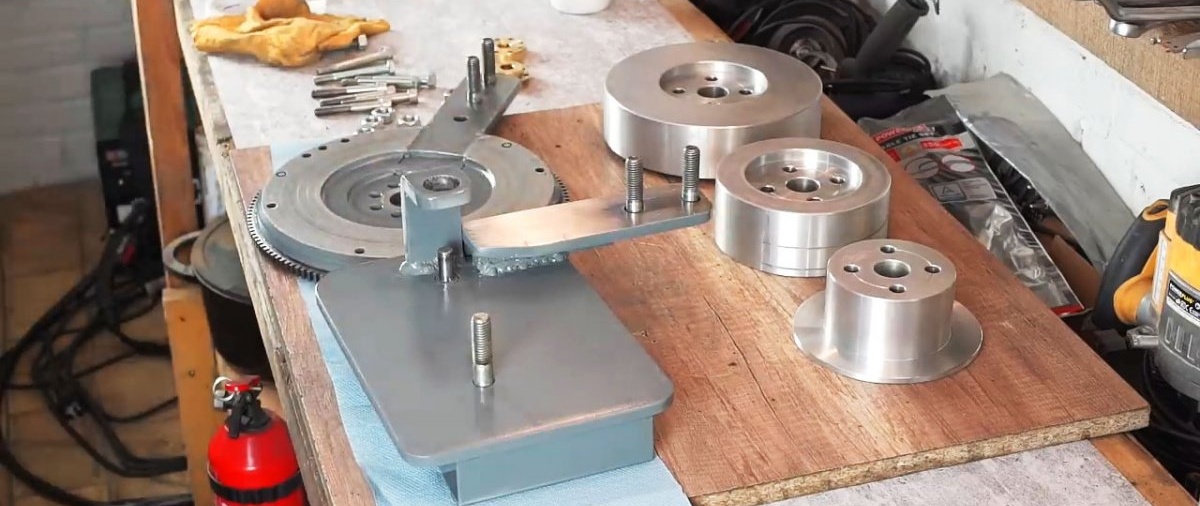
Megvárjuk, amíg a festék megszárad, eltávolítjuk a védőpapírt és megkezdjük a végső összeszerelést a sárgaréz perselyek és a bendix lendkerék koronával történő megkenésével.


Ellenőrizzük a csőhajlító működését, cseregörgők cseréjét, hogy biztosítsuk a szükséges hajlítási sugárt, és meggyőződjünk a készülék kifogástalan működéséről.














