
Anyagok:
- acéllemez 15-20 mm vagy vastagabb;
- csavarok M14-M20 – 2 db.;
- szükségtelen vagy törött fémfúró.
Gépgyártási folyamat
A rendelkezésre álló acéllemezből 2 egyforma darabot kell kivágnia. Paramétereiket a lyukasztott acéllemez részek szélességétől függően választják ki. Ha csak csíkokról van szó, akkor elegendő egy 10x20 cm-es üres.

A lapok sarkai pontos szimmetriával vannak fúrva, fontos, hogy a furatok mindkét munkadarabon egybeessenek.

Először egy vékony fúrót használnak, majd egy nagyobbat, mivel ilyen vastag acélt egy menetben fúrni nehéz és időigényes.


Az egyik lemezben menetet vágnak az előkészített csavarokhoz.

A menetes munkadarabot középen ugyanazzal a fúróval fúrjuk meg, mint korábban. Éppen ellenkezőleg, a második lemezen egy vak lyuk van. Átmérőjének valamivel nagyobbnak kell lennie, mint a használni kívánt szerszám keresztmetszete.


Ezután vegyük elő azt a fúrót, amellyel a zsákfuratot fúrták, és a szárán egy 10-15 mm hosszú hornyot készítünk a kívánt bélyeg alakjában.


Ez egy munkaeszköz lesz, amely közvetlenül átszúrja a fémet. Ezután a fúrót kissé a horony alatt vágják.



A bélyegzőt egy vak lyukba helyezik. Ezt követően a lemezeket összeillesztik és egy pár csavarral rögzítik. Most, amikor a bélyeg alá helyezünk és meghúzzuk a csavarokat, a gép képes lesz átszúrni őket.
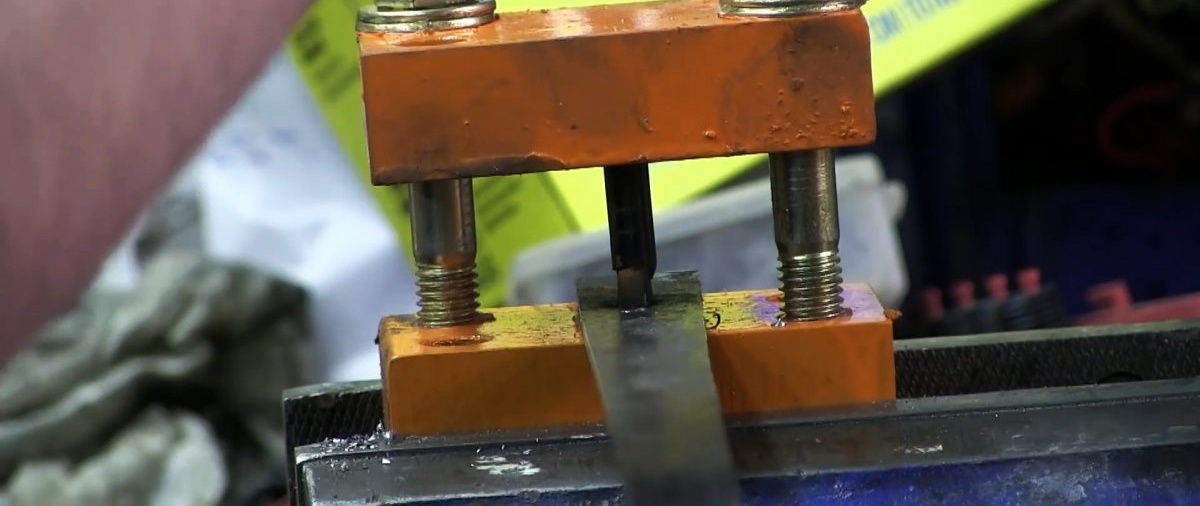
Ha vastag acélt kell átszúrnia, akkor további 2 csavart kell becsavarni a présbe, hogy eloszlassa a terhelést, és ne szakítsa el a meneteket az alsó lemezben. Együtt több tonnás terhelést hoznak létre, és szinte bármit átnyomnak, különösen, ha hosszú kart helyez a kulcsra. Az eltávolított bélyegzővel ellátott prés a jövőben az alkatrészek összenyomására is használható a ragasztás során, törött kamrák javításánál és egyéb olyan problémák megoldásánál, ahol erőteljes tömörítést kell biztosítani.













