Anyagok:
- furnér;
- rágcsálók fúráshoz -

- elektromos motor;
- szerelési sarkok – 2 db.;
- bekapcsológomb;
- vezeték dugóval.

Gépgyártási folyamat
A fúvóka rögzítéséhez rétegelt lemezből bilincset kell készítenie. Ehhez 2 részt vágunk ki szemmel gyűrűk formájában.


Összeragadnak.


A géptest elkészítéséhez 4 téglalapot kell kivágnia rétegelt lemezből.


Méretüket a motor méreteitől függően választják ki. Minden munkadarabon 2 átellenes letörés van levágva 45°-ban. Ezután az alkatrészeket maszkolószalaggal egy vonalban összekötik, a letöréseket ragasztóval megkenik, és az üres lapokat dobozba ragasztják. Ezenkívül önmetsző csavarokkal rögzítik a sarkokban.


Amikor a bilincslap megszáradt, csiszolni kell. Ezután a lyukat hosszában a gyűrűbe vágják. Oldalán egy lyukat fúrunk, hogy M6-os csavarral meghúzzuk.


A dobozon lyukat készítenek. A szorítógyűrűhöz kell illeszteni, és ez utóbbit kívülről csavarozni kell.


2 sarok a motorházhoz van csavarozva. Velük szorosan illeszkednie kell a dobozba. A motor úgy van becsavarva, hogy a tengely a lyuk közepe felé nézzen a szorítóval.


A motor tengelyére egy csőpersely van rányomva. Javítani kell. Ehhez a tengelybe és a perselybe lyukat fúrnak, majd a csapot behajtják.


A doboz alja rétegelt lemezből van kivágva. Fel van csavarozva és a keret festve van. A bekapcsoló gomb az oldalára van beépítve. Egy dugós tápkábel van rajta keresztül a motorhoz.


Rágcsálókat helyeznek a bilincsbe. Tengelyüknek szorosan illeszkednie kell a perselybe. Ezután a bilincs meghúzódik.


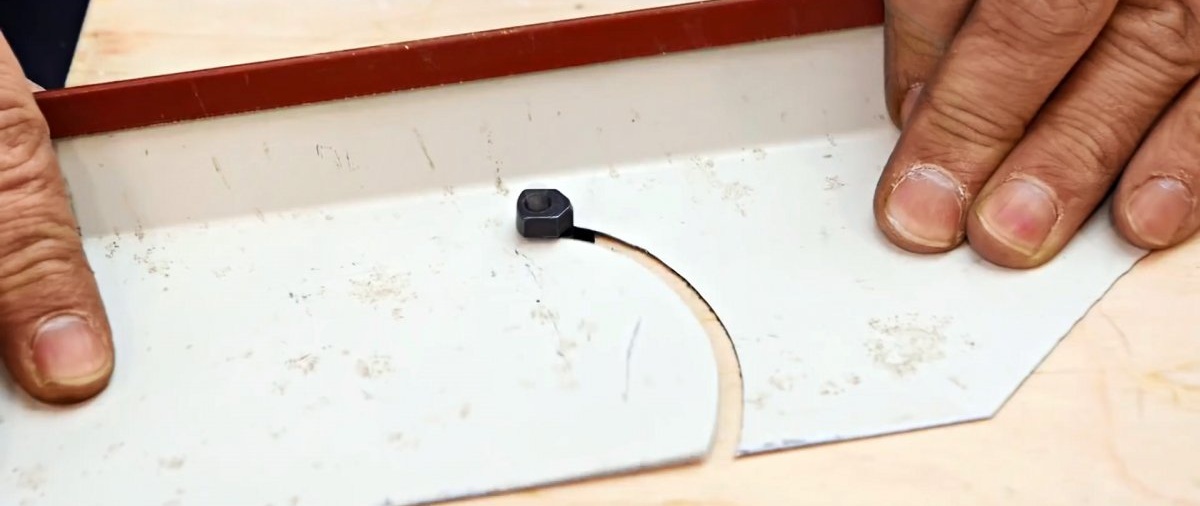
Végül egy olló kivágással ellátott rétegelt lemez asztallapot csavarnak a gépre.

Az eredmény egy kényelmes gép acéllemez vágására. Az olló paramétereitől függően akár 1,2 vagy 1,8 mm keresztmetszetű fémmel is dolgozhat. Jól megbirkózik a műanyaggal és a vékony rétegelt lemezzel is, 2 mm-ig.