Az asztalos gyakorlatban több mint kétszáz módszert alkalmaznak az alkatrészek összekapcsolására. Az asztalosok és ácsok gyakran a végváltozatot használják a munkadarabok hosszának növelésére, a sarokváltozatot pedig az alkatrészek 90 fokos összekapcsolására.
Szükség lesz
A munkához fakockákat raktárunk fel, amelyek feldolgozásához használjuk:
álló kirakós játék;
őrlőgép;
körfűrész;
ceruza és négyzet;
PVA ragasztó;
bilincsek.
A hosszú karnis készítésének folyamata
Az alkatrészek véghosszabbításának megvalósításához két módszert alkalmazunk: „fogazott” ragasztót és „a gérvágón”.
„fogazott” csatlakozás
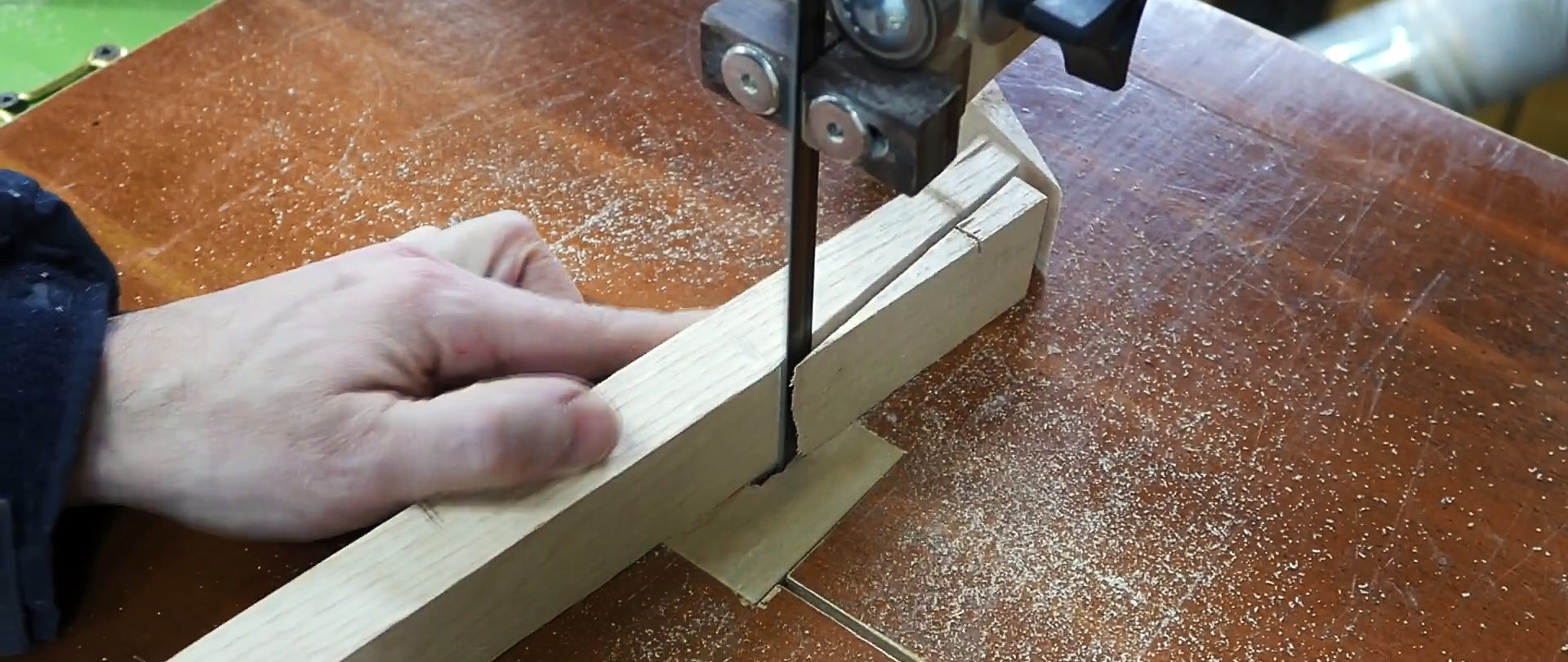
Az első esetben elkészítjük a megfelelő jelöléseket, és az egyik munkadarab végéből kirakófűrésszel szimmetrikus éket vágunk. Sőt, minél hosszabb, annál erősebb és megbízhatóbb lesz a kapcsolat. Természetesen egy bizonyos határig.
A másik munkadarabot „az ék alatt” megjelöljük az első munkadarabban kivágott horonynak megfelelően, és szúrófűrésszel is kialakítjuk a szükséges profilt.
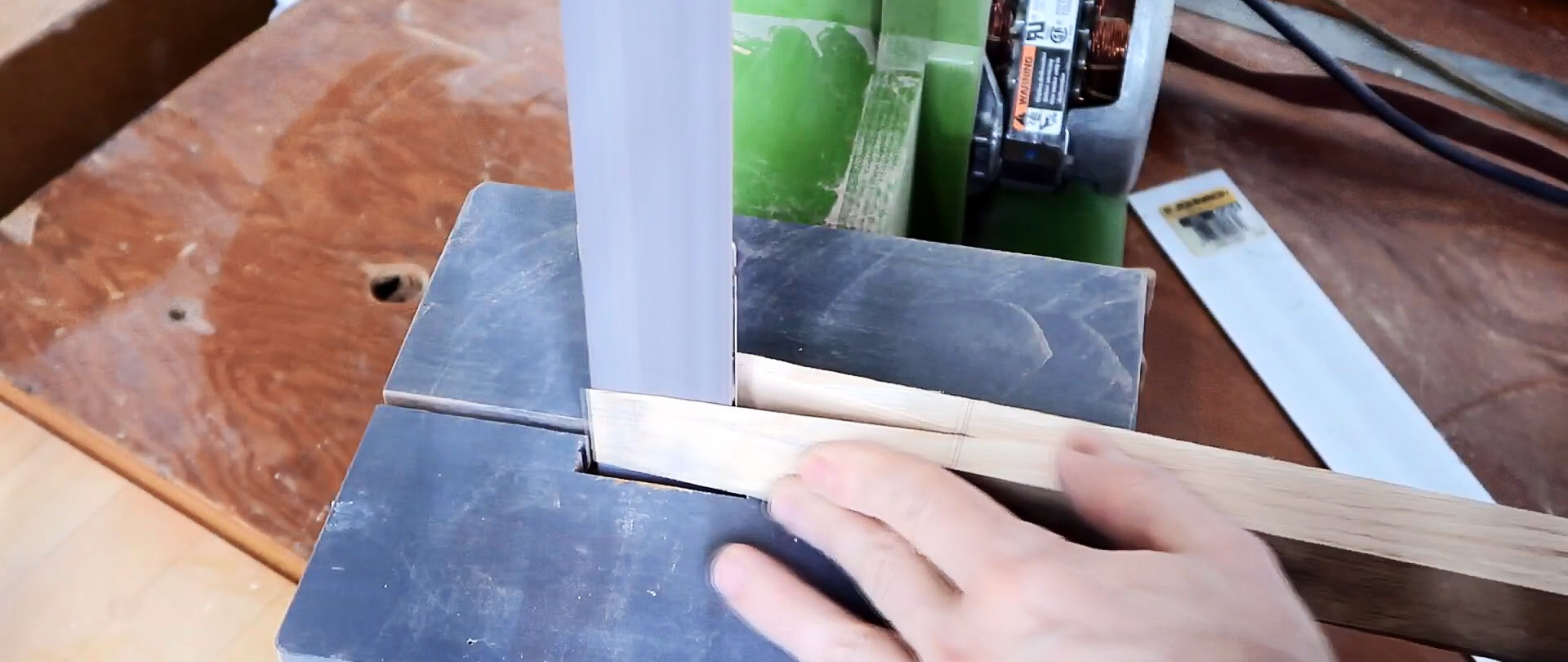
Az illeszkedő felületeket darálón addig csiszoljuk, amíg teljesen össze nem illeszkednek.
Ezután PVA ragasztót kenünk rájuk, és bilincsekkel rögzítjük 30 percig. 24 óra kell ahhoz, hogy a ragasztóhézag teljesen megerősödjön.
Közvetlen kapcsolat
A gérvágó csatlakozás még egyszerűbb: a munkadarabok végeit egyoldalas hosszúkás ékre vágjuk. A darálón korrigáljuk az illesztési síkokat, ragasztót kenünk rájuk és szorítókkal is szorosan meghúzzuk. Az expozíció után a vegyület feldolgozható és a rendeltetésszerűen használható.
Ezután a hosszú munkadarabot egy router segítségével dolgozzuk fel.
Az alkatrészek szögletes csatlakoztatásához a leginkább hozzáférhető módszert fogjuk használni, körfűrészen végrehajtott egyenes áthúzás formájában.
Ezenkívül a darálón történő feldolgozás és az illeszkedő felületek ragasztóval történő megkenése után a csatlakozást bilincsekkel húzzuk meg.
A megbízhatóság érdekében a csomót fej nélküli szögekkel lehet megerősíteni.
A szükséges expozíció után készen áll a további feldolgozásra és felhasználásra.